手機站
手機站 微信號
微信號友情鏈接:
歡迎來盈泰工廠加工生產注塑包膠件,液態硅膠包塑膠件,液態硅膠包塑膠外殼,LSR硅膠包五金件等
液態硅膠(LSR)包裹塑膠件(Insert Molding/嵌件注塑)是一種將塑膠件作為嵌件,通過液態硅膠注塑包覆成型的工藝,廣泛應用于電子防水密封、medical treatment設備、汽車零部件等領域。以下是詳細的準備材料和生產過程說明:

一、準備材料
1. 液態硅膠(LSR)材料
A/B雙組分液態硅膠:需按比例混合(通常1:1),具有高流動性、耐高溫、耐老化等特性。
硬度選擇:常見 Shore A 30~80,根據產品需求調整(如軟觸感按鍵用30A,密封圈用50A)。
顏色:可添加色漿定制,需確保色粉分散均勻,不影響硫化。
特殊性能:如medical treatment級(符合FDA/USP Class VI)、food grade級(LFGB)、阻燃級(UL94 V0)等。
2. 塑膠嵌件(Insert)
材質:常用ABS、PC、PA(尼龍)、PBT等,需耐溫(≥150℃)以避免變形。
預處理:
清潔:超-聲-波清洗或等離子處理,去除油污、脫模劑,提高硅膠粘附力。
預熱:部分工藝需預熱(80~100℃)以減少熱應力導致的變形。
表面處理:部分材料需噴涂底涂劑(Primer)或做物理粗化(如激光刻蝕)增強結合力。
3. 模具與設備
模具:
模腔設計:確保硅膠均勻包裹塑膠件,避免缺膠或溢膠。
嵌件定位結構:采用卡槽、磁吸或機械手固定,防止偏移。
排氣槽設計:避免困氣導致氣泡或燒焦。
設備:
液態硅膠注塑機:帶A/B組分計量混合系統。
機械手/自動送料系統:放置嵌件,提升效率。
硫化烘道(可選):二次硫化提升性能。

二、生產過程(關鍵步驟)
1. 嵌件預處理
塑膠件清潔 → 烘干(可選)→ 表面處理(如噴涂底涂劑)→ 預熱(視需求)。
2. 嵌件裝入模具
手動/自動放置:機械手或人工將塑膠件定位到模腔內。
模具閉合:確保嵌件無松動,避免壓傷或移位。
3. 液態硅膠注塑
A/B組分混合:通過計量泵配比(誤差≤0.5%)。
注射充模:低溫(20~40℃)注入,高溫(160~200℃)硫化,時間5~60秒(視產品厚度)。
保壓-冷-卻:確保硅膠完全固化,無縮痕或內應力。
4. 開模取件
頂出脫模:避免強拉導致硅膠與塑膠分離。
初步檢驗:檢查包覆完整性、無缺膠/飛邊。
5. 后處理(可選)
二次硫化:120~150℃烘烤1~2小時,提升硅膠物性(如回彈性)。
去毛邊:手工或冷凍去毛刺。
表面處理:如噴涂防污涂層。
6. 品質檢測
粘接力測試:90°剝離力≥3N/mm(如ISO)。
密封性測試:氣密/水壓檢測(如IP67/IP68)。
尺寸檢測:CMM或光學掃描對比3D圖紙。
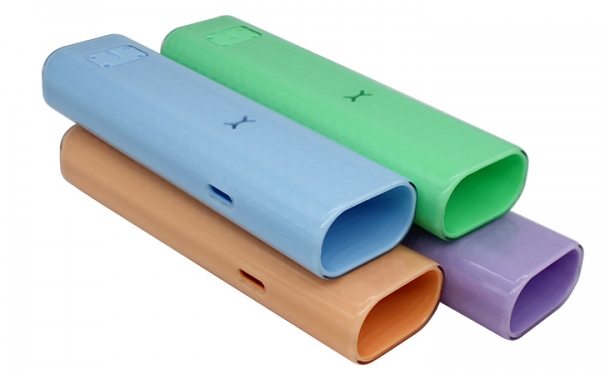
典型應用
電子防水:耳機充電倉硅膠密封圈(塑膠+LSR一體成型)。
medical treatment器械:呼吸閥(塑膠骨架+硅膠膜片)。
汽車部件:線束接插件密封(PA66+LSR)。
通過模具設計、嚴格過程控制,可實現高粘接強度、無痕包覆的好品質產品。

在硅膠制品行業里同樣存在這種的問題,如何分辨硅膠材料的硬軟程度成為很多消費者的困擾,所以對于硅膠產品硬軟程度到底應該如何選擇?
查看詳情>>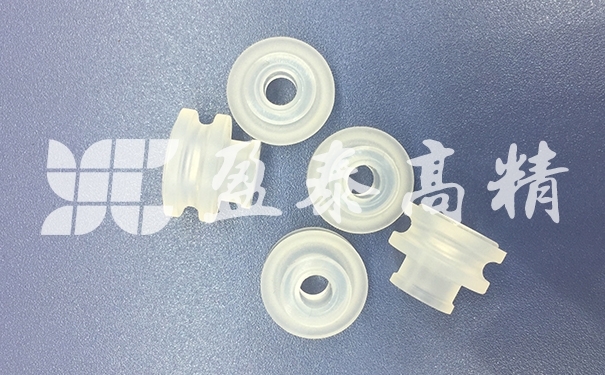
硅橡膠制品的二次硫化是指硅橡膠制品達到一定硫化程度,將制品從硅膠模具內取出后,繼續進行加熱硫化的工藝。
查看詳情>>