手機站
手機站 微信號
微信號友情鏈接:
由于液態硅膠提供了加工特性、光學性能和硬度的完美組合,以使復雜的光學產品得以生產出來,表面質感和傳統的光學塑料沒有很大差別。
車燈透鏡材料簡介
在車燈行業,選擇透鏡材料的主要考慮因素是透光率、耐高溫性和耐老化性、使用壽命周期等。車燈光學級塑料透鏡一般使用光學級PMMA、光學級PC等材料,光學級塑料的優勢在于:技術簡單,制作成本低。缺點是:耐高溫和耐老化性相對較弱,PMMA耐溫一般不超過90℃(熱變形溫度105℃),PC耐溫不超過120℃(熱變形溫度135℃)。
玻璃透鏡的特性與塑料透鏡相反。玻璃透鏡透光率高,耐高溫性好,但是密度大,會增加車燈透鏡模組的重量,和汽車行業輕量化的目標不符。由于玻璃軟化后的玻璃體這一特殊狀態,不易實現規模化生產,另外模具造價高昂,加工周期長,精度不易控制,而且具有脆性,特別是對于厚度變化比較大的透鏡,意外的爆裂是無法預料與解決的。以現在可以實現的改良工藝,只能通過鍍膜或鋼化處理來提升玻璃的強度,但是經過這些處理,玻璃透鏡的透光率會有所降低,也增加了成本。
硅膠透鏡綜合了上述透鏡的優點,相對于傳統玻璃透鏡和塑料透鏡,在透光率、成型難度、耐老化性等方面表現出優異的性能。
硅膠透鏡優點:
耐溫度范圍:-40~250℃,并耐驟冷驟熱沖擊。
柔性質地,不易爆裂,防爆性能優良。
無毒,密度低,性能穩定,透光率高達92%,耐候性能優良。
幾乎無殘留應力,伸縮性良好,保證了光學特性的穩定。
硅膠透鏡劣勢:
原材料造價高,成本為傳統PC透鏡的1.5~3倍。
現有透鏡注射成型技術的不成熟,進一步增加了硅膠透鏡的成本。
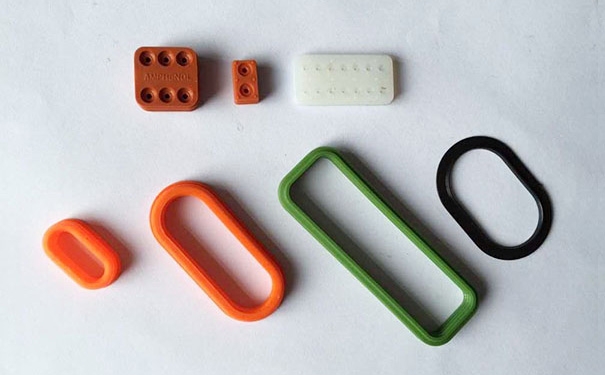
因此,硅膠透鏡的市場定位主要為:

圖1:硅膠透鏡在車燈外的應用
ADB硅膠透鏡
對于ADB模組而言,2,3年前有很多機械式的ADB陰影方案。為了避免機械移動部件,提高ADB系統的反應效率和系統可靠性,現在比較普遍應用的是基于LED陣列的固態ADB模組,單顆 LED芯片獨立開關和控制:ADB功能的屏蔽陰影只需簡單的切換和變暗單顆LED即可,如下圖的84像素模組。
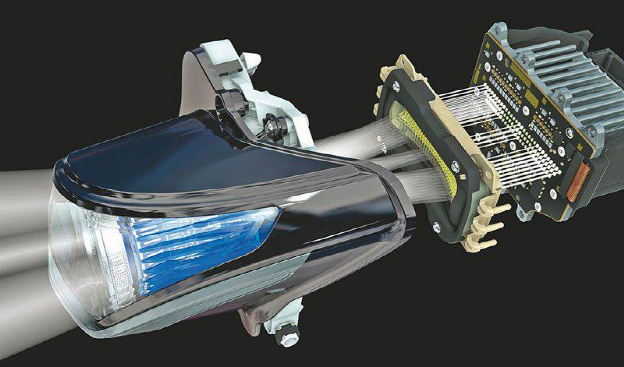
圖2:奔馳S-class上的84像素模組
固態ADB模組的一個非常關鍵部件是光學內透鏡,通過全反射將光從每顆led光源引到外光學透鏡上。這個光學內透鏡有幾個技術要求。首先,每顆LED芯片的光損失必須最小化,因此必須要求光學內透鏡的對焦精度足夠好、材料的透明度和表面光潔度也足夠高。第二,必須保證不同LED之間的沒有串光,第三,由于緊挨led光源的高輻射高傳熱,透鏡材料必須有極佳的耐熱性。最后,為了防止不同LED之間的光型暗區,導光須的光學設計一般有明顯的倒扣。這對透鏡量產的生產工藝能力提出了挑戰。

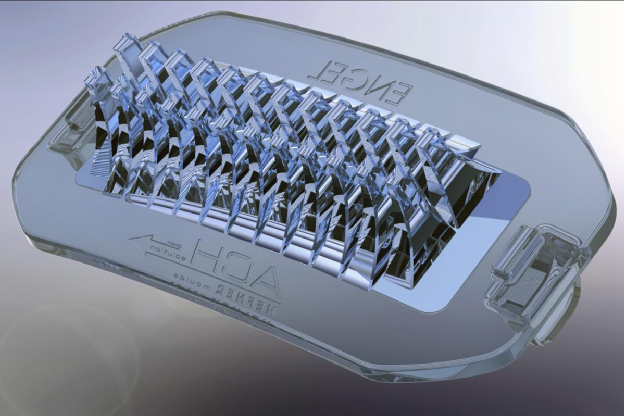
上圖為一些常見ADB硅膠透鏡的示例,都可以看到有很多導光須,導光須的數量對應于ADB的分區數量,硅膠透鏡的拔模方向為垂直方向,基本上可見有明顯的倒扣設計。
因此,從ADB模組的要求可以看出,ADB內透鏡無法使用玻璃或熱塑性材料(PC、PMMA)等常用光學材料,而只有硅膠恰好滿足了上述所有技術需求。其實硅膠光學零件在其它領域上有著悠久的應用歷史,但應用在車燈ADB領域里還是有一些技術難度需要克服的。
模具制造難點
模具質量對硅膠光學器件的性能有著至關重要的影響。由于硅膠的粘度非常低,因此硅膠內透鏡的光學鑲件不能單獨分開加工,而必須整體加工和拋光。否則,將容易產生飛邊,可能對光學性能產生不可接受的缺陷。即便鑲件和主模具之間有4μm的間隙,仍會產生可見的飛邊。在注塑方面,硅膠透鏡的工藝比熱塑性塑料的注塑工藝更具挑戰性。由于在一個光學透鏡中有如此多的光學導光須,因此在加工鑲件時必須非常小心。特別是對高分辨率像素模組,由于光學導光須更多,在加工最后一個光學導光須時產生腐蝕或拋光失敗都會導致整個光學模具報廢。
對于光學導光須的模具表面拋光,手動拋光是不可避免的。然而,由于導光須處的模腔內拋光直徑往往小于1mm、深度 20mm,且導光須的根部不允許倒角的情況下,怎么拋光模腔需要非常專業的拋光經驗。而且拋光后的模腔表面無法通過直接測量來評定,因此拋光專家的經驗和足夠試模的次數才能決定光學鑲件的質量是否合格。

注射工藝難點
硅膠注射成型與傳統的熱塑性塑料注塑成型有很大不同。ADB內透鏡上的硅膠是種雙組分材料的液體硅膠,硅膠的成型是熱聚合的結果。在注塑之前,液體硅膠的兩個組分即混合在一起,同時開始產生化學反應。硅膠液體被注入加熱的模具內,使模具溫度升高,這進一步的加快了聚合反應,反應時間的多少與零件厚度無關。經過幾分鐘的反應時間,聚合反應幾近完成,零件被從模具內頂出。由于硅膠透鏡結構柔軟,無法用小巧的夾持器抓取,而必須抓取硅膠面積大的部分,從而安全的從模具中取出。為了避免有硅膠碎片殘留在模具中,如由于注塑缺陷或注塑失敗的零件碎片,必須對所有導光須的模腔進行100%的檢查,如果檢測到飛邊或其他缺陷,并即刻停止注射工藝過程,來清除模具模腔并重新調整注射工藝。待檢測系統驗收合格后,將硅膠零件存放在托盤上,然后用于回火工藝。

圖3:全自動硅膠注射線示例。自動抓取后,即刻對零件進行自動檢查,以便檢測導光須的缺陷。
對于穩定、無缺陷的硅膠透鏡生產,工藝參數的控制和調整必需特別注意。如果模具溫度過高,硅膠材料會產生部分降解,在拋光的模具模腔表面形成一層薄膜,會導致透鏡光學性能下降。在這種情況下,模具鑲件則需要手動拋光,由于硅膠透鏡的光學性能要求過于敏感,其他去除硅膠薄膜的手段都無法使用。
固化
即使把硅膠注塑時間不斷延長,仍會有還沒產生化學反應的硅單體。由于這些硅單體隨著時間的推移會產生氣體,導致相鄰表面有硅層的沉積,從而降低光學透鏡的性能。因此,必須對注塑后的硅膠透鏡進行固化處理,以去除這些沒反應的硅單體。固化的溫度控制參數,例如固化持續時間、溫度等取決于硅膠材料的類型,固化時間可以在4到20小時之間。同時,由于硅膠零件的收縮也和固化工藝相關,因此在模具設計時,必須很仔細的設置收縮率。確定了模具收縮率之后,固化工藝則不能再隨意的更改,因為會影響最終硅膠透鏡的零件尺寸。因此,固化的工藝參數降低了硅膠透鏡和注射成型工藝的自由度。研究表面,在注塑過程中會有一些影響硅膠收縮率的方法,但在設計量產模具之前,對收縮率進行正確計算至關重要。
總結
在車燈自適應ADB照明的新興應用領域,可注塑光學硅膠透鏡提供了優異的熱穩定性和前所未有的設計靈活性。由于硅膠提供了加工特性、光學性能和硬度的完美組合,以使復雜的光學產品得以生產出來,表面質感和傳統的光學塑料沒有很大差別。這些特性有望提高ADB在汽車照明中的應用,為光學設計人員重新定義未來汽車照明提供有價值的工具。
注:文章轉載自網絡,本站轉載僅為學習交流,版權歸原作者所有。

硅膠奶瓶是采用液態硅膠(LSR)制成的奶瓶,不含雙酚A,也不會破碎,具有優異的透明度、抗撕裂強度、回彈性、抗黃變性、耐熱老化性和耐候性。盈泰可以開模定制生產液態硅膠奶瓶,歡迎咨詢了解哦。
查看詳情>>
液態硅膠模具制造廠家介紹精密液態硅膠模具的保養方法。
查看詳情>>